
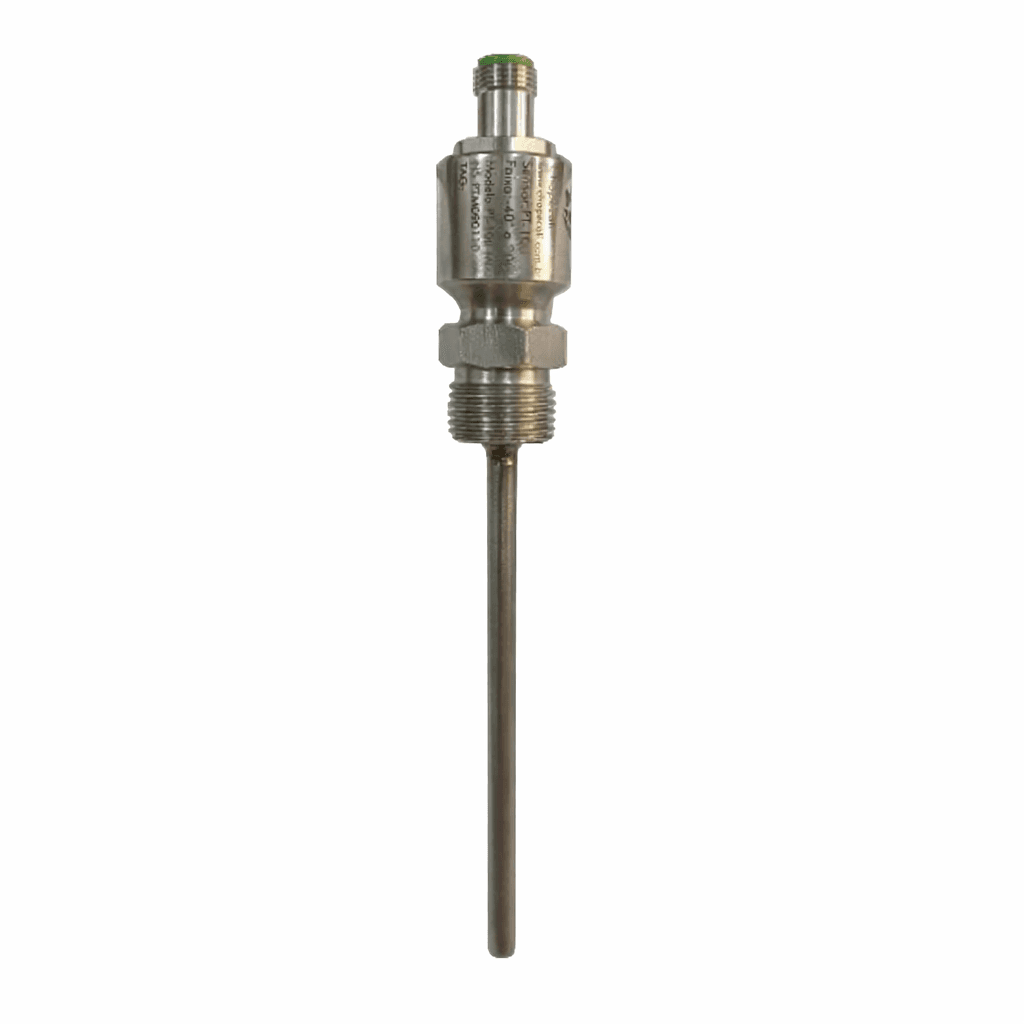
Fabricados pela Chapecali — Precisão desde a Origem
PT-100 Total Inox em versão espeto e com conector M12. Produzidos com rastreabilidade e calibração certificada.

Navegue por Categoria







Ofertas e Destaques




Nossos Produtos




Nossos Serviços de Metrologia e Instrumentação
Soluções especializadas para garantir a precisão, conformidade e eficiência dos seus processos industriais.
Calibração de Instrumentos
Precisão e conformidade com rastreabilidade Inmetro/RBC para seus instrumentos de medição.
Saiba maisGestão Metrológica
Controle completo de todos os processos de calibração, certificados e vencimentos.
Saiba maisManutenção Eletrônica de Equipamentos
Manutenção preventiva e corretiva de transmissores, controladores e sensores industriais.
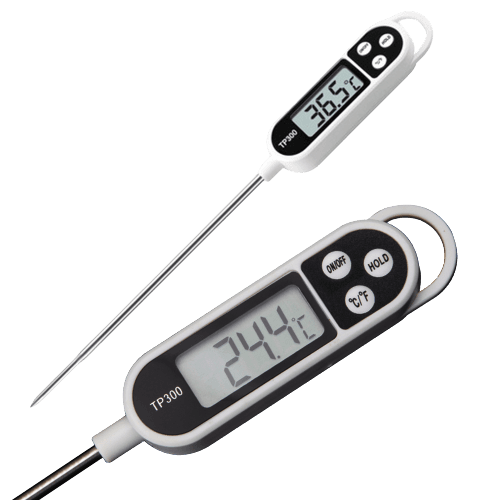
Saiba maisControle e Indicação de Temperatura
Sensores, transmissores e controladores PID para monitoramento preciso de temperatura.
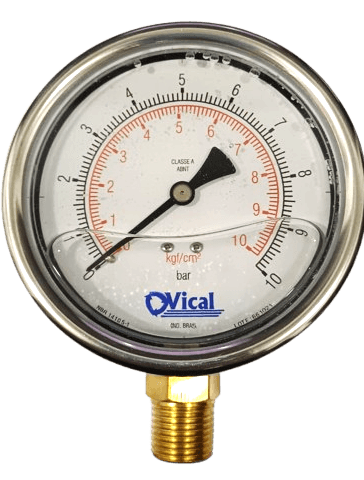
Saiba maisControle de Pressão
Manômetros e transmissores calibrados para processos industriais e conformidade NR-13.
Saiba maisControle de Vazão e Dosagem
Medidores eletromagnéticos, ultrassônicos e de turbina para líquidos, gases e vapores.
Saiba maisCalibração de Densidade
Calibração de densímetros e areômetros com rastreabilidade. Atendimento laboratorial e em campo.
Saiba maisVenda e Locação de Medidores de Vazão
Alugue ou compre medidores calibrados para auditorias, projetos temporários ou permanentes.
Saiba maisSoluções Personalizadas em Instrumentação
Projetos sob medida de instrumentação e automação para controle de variáveis críticas.
Saiba maisMais Curtidos
Os produtos mais amados pelos nossos clientes


Mais Curtidos
Os produtos mais amados pelos nossos clientes
Por que Escolher a Chapecali?
Há anos apoiando empresas de diversos setores na garantia da qualidade e conformidade metrológica de seus processos produtivos.
- Rastreabilidade garantida à RBC/Inmetro em todas as calibrações
- Certificados aceitos em auditorias ISO 9001, IATF, FSSC e ANVISA
- Equipe técnica altamente qualificada em metrologia e instrumentação
- Atendimento em laboratório e em campo — na sua planta
- Sensores PT-100 de fabricação própria com qualidade certificada
- Soluções personalizadas adaptadas à realidade do seu processo
- Gestão metrológica completa, do inventário ao relatório gerencial
- Suporte técnico especializado durante e após o atendimento
Fale com um Especialista
Nossa equipe está pronta para analisar as necessidades metrológicas da sua empresa e propor a solução mais adequada.
Seg. a Sex. das 8h às 18h
Por que Escolher a Chapecali?
Há anos apoiando empresas de diversos setores na garantia da qualidade e conformidade metrológica de seus processos produtivos.
- Rastreabilidade garantida à RBC/Inmetro em todas as calibrações
- Certificados aceitos em auditorias ISO 9001, IATF, FSSC e ANVISA
- Equipe técnica altamente qualificada em metrologia e instrumentação
- Atendimento em laboratório e em campo — na sua planta
- Sensores PT-100 de fabricação própria com qualidade certificada
- Soluções personalizadas adaptadas à realidade do seu processo
- Gestão metrológica completa, do inventário ao relatório gerencial
- Suporte técnico especializado durante e após o atendimento
Fale com um Especialista
Nossa equipe está pronta para analisar as necessidades metrológicas da sua empresa e propor a solução mais adequada.
Seg. a Sex. das 8h às 18h
Manômetros






Receba Ofertas Exclusivas
Receba Ofertas Exclusivas
A Chapecali Metrologia e Instrumentação
A Chapecali é uma empresa especializada em metrologia e instrumentação industrial, dedicada a apoiar organizações de diversos setores na garantia da precisão, rastreabilidade e conformidade dos seus processos produtivos.
Nossos serviços abrangem calibração de instrumentos com rastreabilidade ao Inmetro/RBC, gestão metrológica completa, manutenção eletrônica de equipamentos e soluções de controle de temperatura, pressão, vazão e densidade.
Fabricamos sensores de temperatura PT-100 Total Inox com qualidade certificada, oferecendo ao mercado instrumentos de precisão com a garantia de quem produz, calibra e certifica em casa.
Atendemos empresas dos setores alimentício, farmacêutico, petroquímico, químico, papel e celulose, metalúrgico, saneamento e geração de energia, sempre com foco em eficiência, segurança e qualidade.
Conheça Nossa HistóriaA Chapecali Metrologia e Instrumentação
A Chapecali é uma empresa especializada em metrologia e instrumentação industrial, dedicada a apoiar organizações de diversos setores na garantia da precisão, rastreabilidade e conformidade dos seus processos produtivos.
Nossos serviços abrangem calibração de instrumentos com rastreabilidade ao Inmetro/RBC, gestão metrológica completa, manutenção eletrônica de equipamentos e soluções de controle de temperatura, pressão, vazão e densidade.
Fabricamos sensores de temperatura PT-100 Total Inox com qualidade certificada, oferecendo ao mercado instrumentos de precisão com a garantia de quem produz, calibra e certifica em casa.
Atendemos empresas dos setores alimentício, farmacêutico, petroquímico, químico, papel e celulose, metalúrgico, saneamento e geração de energia, sempre com foco em eficiência, segurança e qualidade.
Conheça Nossa História